
Сварка
Для успешной электродуговой сварки вам сначала необходимо научиться прикладывать правильную силу тока к правильному месту за правильный промежуток времени — действию, известному как поджиг, или зажигание, дуги. Дуга должна перемещаться со скоростью, которая позволяет сварке затвердевать ровным валиком, который пронизывает рабочий металл.
Как выбрать сварочный аппарат
Различные сварочные аппараты на рынке различают по двум параметрам. Первый — это максимальный ток, который они обеспечивают. Второй — продолжительность включения* или цикл работы, что выражается количеством минут из 10, в течение которых аппарат может выдавать максимальный ток без перегрева (некоторые изготовители могут вместо этого параметра давать величину тока (меньше максимального), при которой аппарат может работать 100% времени — к примеру, 150 А из 225 А).
Сварочный аппарат
Например, аппарат на 225 А с длительностью включения 60% не должен варить при выставленном токе 225 ампер дольше 6 минут из каждых десяти. В остающиеся 4 минуты аппарат должен остывать.
Аппарат дуговой сварки редко используется на полную мощность длительное время. Для домашних работ хорошим выбором будет установка на 225 А с продолжительностью включения 20%.
Выбирайте аппарат с плавной регулировкой тока — это поможет более точно подбирать рабочие параметры дуги. Продавец должен вместе с собственно аппаратом дать вам соответствующие его току электрододержатель, зажим заземления и провода с клеммами.
Позаботьтесь о том, чтобы установить аппарат в хорошо защищенном от пожара месте. Гараж или хорошо вентилируемый подвал с каменными стенами подойдут лучше всего. Но можно варить и на огнеупорных кирпичах на каменном полу или вне помещения. Однако ваше рабочее место должно иметь электросеть на 220 В с заземлением и собственной защитой — автоматом, плавким предохранителем и т. п.
Сварочные электроды
Последним шагом перед зажиганием дуги и началом сварки будет выбор электрода для металла, с которым вы работаете. Электроды — это металлические стержни, покрытые флюсом, который во время сварки испаряется и защищает расплавленный металл от кислорода и азота воздуха, ослабляющих сварку.
Сварочные электроды
Часть флюса также смешивается с металлом сварки, вытесняет примеси на поверхность и образует изолирующее покрытие, которое называется окалиной, или шлаком. Тип флюса на электроде влияет на то, как ведет себя дуга и как глубоко дуга проваривает деталь.
Это интересно: существуют сотни разновидностей электродов. В РФ они должны соответствовать ГОСТ 9466-75. А в США они категорированы Американским обществом специалистов по сварке. Первые две цифры, умноженные на 1000, показывают предел прочности на разрыв металла сердцевины (например, 60 000 фунтов на кв. дюйм). Третья цифра относится к положению сварочного шва в пространстве, на которое рассчитан электрод — нижнее, горизонтальное или вертикальное на вертикальной поверхности или потолочное (1 — любое положение, 2 — для горизонтального или горизонтального на вертикальной поверхности, 3 — только для горизонтального). Последняя цифра обозначает тип тока, с которым следует использовать электрод — переменный или постоянный.
В качестве общего правила: выбирайте электрод, диаметр которого равен толщине свариваемого металла — до 3 мм. Трехмиллиметровый электрод используется и для более толстого металла — в этом случае сделайте скосы на свариваемых кромках и наплавляйте сварку слоями.

Диаметр электрода должен быть равен толщине свариваемого металла
В качестве вашей первой сварки потренируйтесь с электродом Е6013 диаметром 1/8 дюйма (3,2 мм) и полосой из мягкой стали толщиной 3/16 дюйма (4,7 мм). Потом поэкспериментируйте с электродами, которые вам посоветовал продавец для планируемой вами работы.
Следует помнить, что выбранный вами электрод должен соответствовать диапазону токов, который будет использован при сварке.
Техника безопасности при электродуговой сварке
Интенсивность яркости и температуры в процессе сварки требует специальных предохранительных мер по защите кожи и глаз.
Сварочная маска и перчатки
- Ни в коем случае не зажигайте дугу, не опустив щиток защитной маски. Не позволяйте лицам без защиты находиться в пределах прямой видимости сварки.
- Всегда надевайте защитные сварочные очки, чтобы защитить глаза от случайно получившейся дуги и от частиц металла.
- Не позволяйте дуге воздействовать на открытую кожу. Надевайте толстые кожаные или асбестовые рукавицы/перчатки с крагами, держите воротник застегнутым, а рукава –незакатанными. Одежда должна быть темной, из кожи или огнеупорного хлопка, без жирных или масляных пятен. Никогда не работайте со сваркой в синтетике.
- Чтобы исключить возможные попадания брызг металла, надевайте брюки без отворотов и держите карманы застегнутыми. В качестве дополнительной предосторожности: работайте в ботинках, закрывающих щиколотки.
- Используйте плоскогубцы или клещи, а не руки, чтобы брать только что сваренный металл: и детали, и электрод будут раскаленными.
- Рабочее место обязательно должно хорошо вентилироваться. Используйте дополнительный переносной вентилятор, когда работаете с оцинкованной сталью, которая может выделять токсичные пары.
- Убирайте все воспламеняющиеся материалы из рабочей сварочной зоны и всегда держите под рукой огнетушитель. Если все же произошло возгорание, то сначала обесточьте сварочный аппарат, прежде чем гасить пламя огнетушителем.
- Ни в коем случае не варите в сыром помещении. Держите одежду и руки сухими.
- Регулярно проверяйте оборудование. Не пользуйтесь аппаратом, если у него ослабли электрододержатель, заземляющий зажим или клеммы, а также есть признаки повреждения электроизоляции.
- Обязательно отключайте аппарат от электроснабжения каждый раз, когда оставляете его без присмотра и когда выполняете его чистку, профосмотр или ремонт.
Устройство аппарата, создающего температуры более 3870 °С
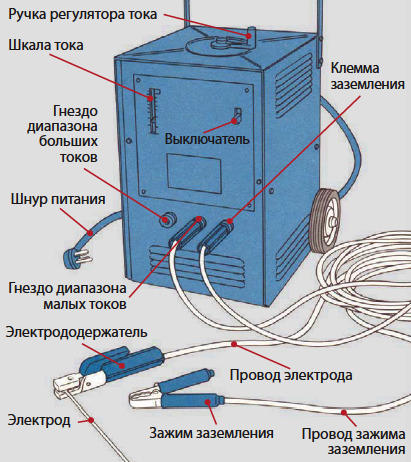
Устройство аппарата дуговой сварки
Когда шнур этого аппарата дуговой сварки переменным током включен в розетку сети 240 В, трансформатор внутри снижает напряжение домашней сети примерно до 80 В, увеличивая в то же время возможный ток до 230 А.
Два гнезда для провода электрода позволяют выбирать диапазоны малых или больших токов. Внутри этих диапазонов можно выполнять тонкую настройку тока с помощью ручки регулятора тока. Третье гнездо предназначено для провода с зажимом заземления. При работе заземляющий зажим крепится на детали, включается выключатель и электрод в электрододержателе приближается почти к самой детали. Ток из трансформатора проходит по электроду и создает электрическую дугу к детали, нагревая металл более чем до 3800 °С. Цепь тока замыкается в трансформаторе, проходя к нему через заземляющий зажим и его провод.
Тренируем выполнение валика сварного шва
Поджиг дуги
- Выставьте ток 115 А и закрепите заземляющий зажим на бросовом обрезке мягкого металла, а затем вставьте оголенный конец электрода в электрододержатель под углом 90°.
- Включите аппарат. Расположите кончик электрода на расстоянии 25 мм над деталью, надвиньте на глаза защитную маску и приближайте электрод к заготовке, немного покачивая его — чиркая им по металлу, как длинной спичкой.
- Как только появится дуга, приподнимите электрод на 3 мм от детали, удерживая его перпендикулярно к поверхности металла.
- Когда у кончика появится ванна расплавленного металла, отведите электрод, чтобы погасить дугу. Если электрод будет касаться заготовки, то он приварится к металлу, но обычно его можно оторвать быстрым вращательным движением. Однако иногда может возникнуть необходимость высвободить электрод из держателя рубильным молотком.
Тренируем выполнение валика сварного шва
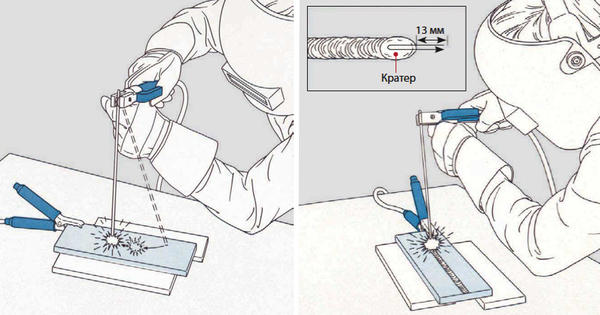
Формирование сварочного валика
- Зажгите дугу около одного конца полосы 6 мм из мягкой стали. Когда за сварочной ванной рядом с кончиком электрода начнет накапливаться сваренный металл, слегка наклоните держатель, так чтобы верхний конец электрода оказался наклонен примерно на 15° в направлении движения, и перемещайте электрод по детали со скоростью примерно 50 мм за минуту. Слушайте звук дуги: когда электрод наклонен на правильный угол и движется с правильной скоростью, вы будете слышать резкий треск, похожий на треск жарящегося бекона.
- По мере расходования электрода равномерно и уверенно пускайте электрододержатель, чтобы сохранять длину дуги 3 мм. Если вы закончите сварку до того, как остаток электрода уменьшится до 50 мм, зачистите шов. Если сварка не закончена до момента образования такого остатка, замените электрод новым, зачистите шов и продолжайте формировать сварочный валик.
- Для завершения неоконченного валика зажгите дугу на расстоянии 13 мм от углубления в конце валика, который еще называется кратером, или ванной (см. выше врезку на рисунке справа). Перемещайте электрод назад через кратер, чтобы сплавить новый металл сварки со старым, затем снова поменяйте вектор движения и продолжайте в первоначальном направлении.
Удаление шлака молотком и проволочной щеткой
Надежно удерживайте горячую деталь плоскогубцами или клещами и ослабьте шлак, покрывающий сварочный валик; простучите шов по длине квадратной частью рубильного молотка (см. рисунок слева). Затем пройдитесь заостренным обушком молотка по границе валика и детали, чтобы удалить шлак.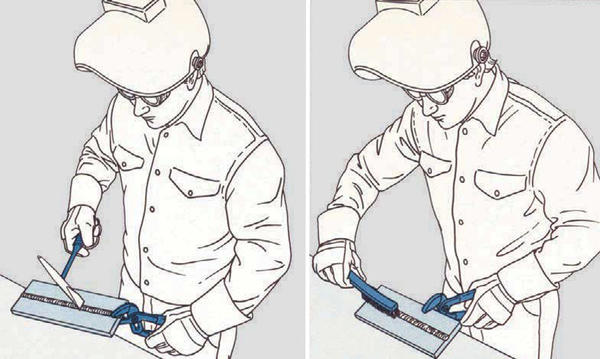
Удаление шлака молотком и проволочной щеткой
Завершайте очистку сварочного шва жесткой проволочной щеткой (см. рисунок справа). С усилием трите вдоль длины валика, а потом прочистите поперек шва, чтобы удалить остатки шлака.
Как оценить сварочный валик
Здесь, на виде сверху и в разрезе семи сварочных валиков, показано влияние трех основных параметров дуговой сварки: силы тока, длины дуги и скорости перемещения электрода.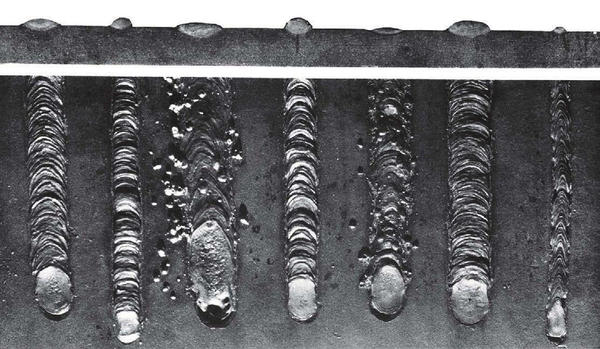
Оценка сварного шва
- Ровные, равномерно расположенные волны первого образца (слева) говорят о хорошем шве, у которого равное количество сварочного металла выше и ниже поверхности детали.
- Следующие два шва (вправо) демонстрируют неверно выбранный ток. В первом случае из-за пониженного тока валик не проник вглубь. Во втором — слишком большой ток сделал сварочную ванну (кратер) чересчур большой и разбрызганной.
- При выполнении четвертого и пятого швов сварщик ошибся с расстоянием от детали. Слишком короткая дуга создала поверхностный валик. Слишком длинная — узкий и разбрызганный шов.
- Последние два валика справа иллюстрируют важность скорости перемещения электрода по детали. Слишком малая скорость оставила избыток отходного металла, а слишком большая сделала шов узким и вытянутым.
Стыковые и угловые соединения — два основных вида сварки
Прихватка
Для того чтобы соединяемый металл не покоробился под воздействием жара от дуги, сначала временно скрепите две металлические детали прихватками — короткими сварными швами. Располагайте прихватки около концов соединения, а для длинных швов делайте дополнительные прихватки через каждые 150 мм.- Зажгите дугу и держите кончик электрода на высоте/расстоянии 4 мм от поверхности места прихватки в течение 2–4 секунд в зависимости от толщины металла.
- Для прихватывания стыкового соединения металла 6 мм и толще на каждой кромке сделайте скосы (фаски) под 30°.
- Шлифмашиной или напильником сточите нижние 1,5 мм скосов до вертикали (см. врезку на рисунке слева), зачистите их и прихватите точечной сваркой внизу получившегося желоба.
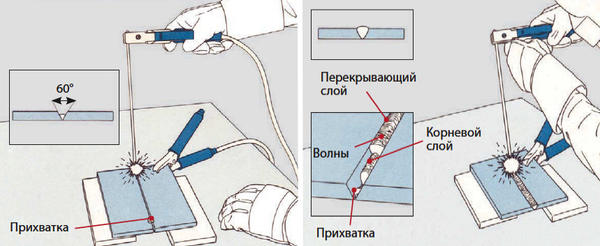
Прихватка и усиление сварки встык
Усиление сварки встык
При стыковой варке металла менее 6 мм толщиной используйте ту же технику, что и при формировании сварочного валика, перемещая электрод вперед по мере того, как он плавит всю толщину металла обеих деталей (верхняя врезка на рисунке справа). При стыковой сварке металла 6 мм и толще работайте слоями (нижняя врезка на рисунке справа).- Первый слой — корневой проход — сделайте, почти касаясь кончиком электрода скошенных кромок, для того чтобы создать надежное основание для последующих слоев.
- Тщательно зачистите эту сварку), а затем накладывайте остальные слои, зачищая каждый из них, пока валик не поднимется на 1,5 мм над поверхностью металла.
- Для того чтобы покрыть всю ширину соединения последним слоем, выполняйте слегка покачивающиеся движения кончиком электрода.
Угловой шов
Держа электрод так, чтобы он делил угол пополам (обычно это 45° от горизонтальной детали), зажгите дугу и медленно перемещайте электрод вдоль шва, наклонив его примерно на 20° в сторону движения. Темп движения электрода должен быть такой, чтобы его кончик всегда был над передней кромкой ванны расплавленного металла.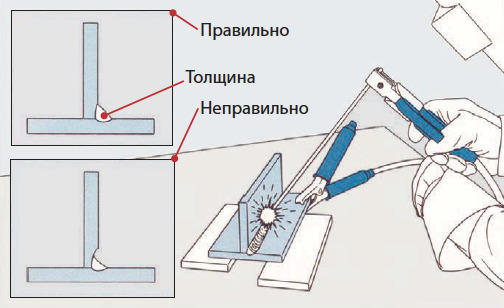
Выполнение углового шва
При необходимости отрегулируйте ток так, чтобы получался треугольный в сечении шов с примерно равными сторонами (верхняя врезка). Толщина/высота шва должна равняться толщине свариваемого металла.
Вам также может быть интересно:
- Сверкающий подарок — сварочный аппарат
- Без сварочного аппарата в загородном хозяйстве никуда! Хотите убедиться? Рассказываю...
- Сварочный аппарат Elitech из гипермаркета ОБИ
- Как из металлолома сделать классные садовые инструменты
- Подставка под тандыр
- Как защитить растения от сварки?
- Холодная резка металла: как работать ножовкой и зубилом









В разделе про устройство аппарата написано: «Когда шнур этого аппарата дуговой сварки переменным током включен в розетку сети 240 В, трансформатор внутри снижает напряжение домашней сети примерно до 80 В, увеличивая в то же время возможный ток до 230 А».
А если сеть 220 В, можно все значения просто снизить на 20 пунктов? Т.е. напряжение снизится примерно до 60 В, а возможный ток увеличится до 210 А?
В такой же пропорции изменится и величина тока.
У меня к Вам встречный вопрос. «Дом под горой» это реальная географическая точка (например, под Борисполем), или литературный образ?
Реальная географическая) я живу под горой Бештау, которая дала название Пятигорску
Счастливо.
Эта гора всегда смотрела в "мое" окно
Любимый променад